
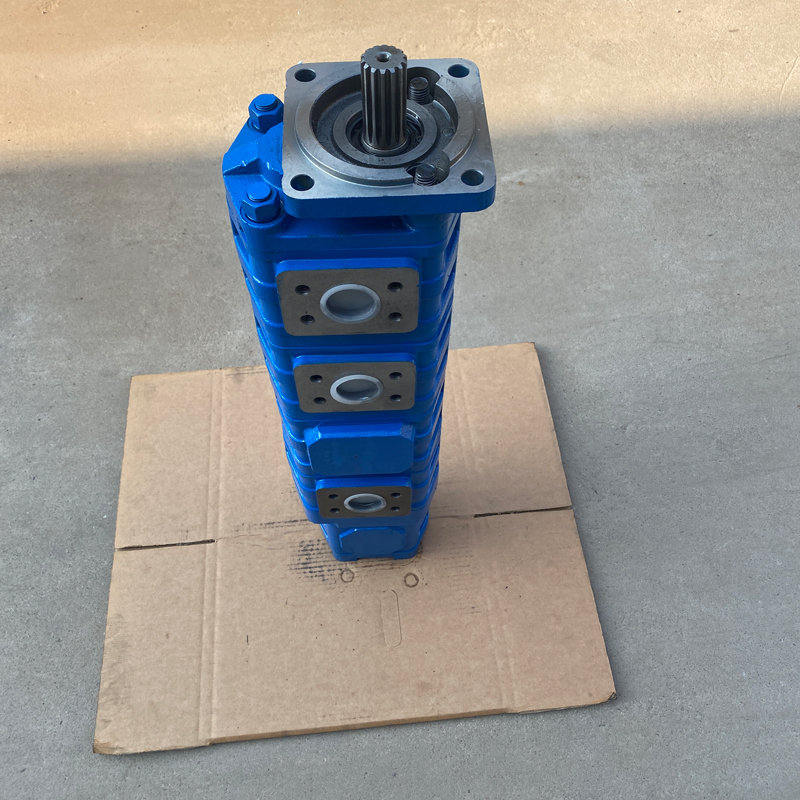
Гидравлический шестеренчатый насос
Если вы спросите десять механиков, что такое гидравлический шестеренчатый насос, девять начнут в общих чертах про принцип зацепления шестерён. И все пропустят самое важное — что между двумя одинаковыми с виду насосами от разных производителей может быть пропасть в 500 часов наработки на отказ. Многие думают, что это простейший узел, где нечему ломаться. А потом удивляются, почему система на новом прессе начинает гудеть и терять давление уже через полгода. Всё упирается в детали, о которых в каталогах не пишут.
Где кроется дьявол? В мелочах изготовления
Возьмём, казалось бы, элементарное — материал корпуса. Литьё под давлением из алюминиевого сплава АК-7ч (АЛ9) против литья в кокиль из того же сплава. Разница в цене 15-20%, а в результате — разная пористость, разная стойкость к кавитации. Второй вариант, конечно, держит удар лучше. Но кто об этом говорит? В спецификациях пишут просто 'алюминиевый сплав'.
Или геометрия зубьев. Эвольвентное зацепление — это стандарт. Но угол зацепления, модификация головки зуба, степень точности по ГОСТ 1643-81... Малейшее отклонение в зубофрезерной операции, и ты получаешь не стабильный поток, а пульсацию, которая будет изнашивать золотники пропорционального клапана вдвое быстрее. Я видел, как на одной линии стояли два насоса — наш и 'безымянный' азиатский. По манометру разницы нет, а вот по спектральному анализу масла после 200 часов — количество продуктов износа отличается в разы.
Зазоры. Вот главный секрет долгой жизни. Радиальный зазор между зубом и корпусом, торцевой зазор между шестернёй и плитой (распределительной). Их подбирают не просто по таблице, а под конкретную вязкость рабочей жидкости и температурный диапазон. Ставят насос, рассчитанный на И-Г-А в умеренном климате, в Сибирь на уличную машину — и всё, зимой он будет работать 'всухую' первые минуты, пока масло не прогреется, увеличивая износ в геометрической прогрессии. Нужен насос с увеличенными зазорами под всесезонное масло. Об этом часто забывают при подборе.
Ошибки монтажа, которые мы повторяем снова и снова
Самая частая история — установка насоса на неотбалансированный вал электродвигателя. Кажется, ерунда, биение в пару соток. Но для шестерён, вращающихся на 1500 об/мин, это постоянные ударные нагрузки на шлицы вала и посадку подшипников. Через тысячу часов появляется люфт, потом — разбивание посадочного места, и насос отправляется в утиль. А виноват, естественно, производитель насоса.
Вторая беда — линии всасывания. Слишком длинный шланг, малое сечение, перегибы. Насос начинает 'голодать', возникает кавитация. Характерный звук — как будто внутрь насыпали горох. Многие пытаются решить проблему повышением давления настройкой предохранительного клапана, что только усугубляет ситуацию и ведёт к выкрашиванию рабочих поверхностей. Правильное решение — короткий прямой трубопровод большого диаметра, возможно, с увеличением уровня масла в баке относительно всасывающего патрубка.
И фильтрация. Установка фильтра тонкой очистки на линии всасывания — это почти гарантированная проблема. Сопротивление слишком велико. Фильтр должен стоять на линии нагнетания или, что лучше, в сливной линии. Но тут нужно следить за пропускной способностью. Ставишь фильтр на 10 мкм на слив мощного гидроцилиндра — и получаешь его постоянное переполнение при быстром ходе поршня. Всё должно быть сбалансировано.
Кейс из практики: почему 'дешёвый' насос оказался дорогим
Был у нас проект — гидравлика смесителя сыпучих материалов. Заказчик, стремясь сэкономить, купил партию недорогих гидравлических шестеренчатых насосов у малоизвестного поставщика. На стенде всё работало. Через три месяца эксплуатации в круглосуточном режиме — массовые отказы. Симптомы одинаковые: падение производительности, повышенный шум.
При вскрытии обнаружилась интересная картина: критический износ не шестерён, а опорных подшипников (втулок) скольжения. Материал втулок оказался не бронзой ОЦС 5-5-5, а каким-то дешёвым порошковым сплавом с низкой несущей способностью. Из-за этого валы шестерён получили дополнительный люфт, нарушилось правильное зацепление, и начался повышенный износ уже самих зубьев. Экономия в 30% на насосе обернулась остановкой линии, затратами на срочную замену партии и репутационными издержками. После этого мы стали жёстче требовать паспорта материалов на критические детали.
Этот случай привёл нас к сотрудничеству с более серьёзными производителями, которые дают полную техническую документацию. Например, сейчас часто работаем с продукцией от ООО Цинчжоу Цзяхэ Гидравлическ Наука Техника. На их сайте chinahydraulicpump.ru можно не просто посмотреть каталог, но и найти детальные схемы, рекомендации по подбору под разные режимы работы. Они как раз позиционируют себя как профи в области гидравлических шестеренчатых масляных насосов и мотор-редукторов. Что важно — в спецификациях честно указывают и материалы, и допуски. Для инженера это экономит кучу времени.
Тенденции и личные наблюдения
Сейчас явный тренд — на уменьшение шумности. Раньше главным был КПД и давление. Теперь, с ужесточением норм по рабочему месту, все хотят тихие системы. Достигается это не только за счёт более точного изготовления шестерён, но и через оптимизацию конструкции корпуса (демпфирующие камеры, рёбра жёсткости), а также применение комбинированных уплотнений, которые лучше гасят вибрацию на валу.
Ещё один момент — унификация. Всё чаще клиенты просят насосы, которые могли бы работать не только на минеральных маслах, но и на биоразлагаемых жидкостях или даже на воде с присадками. Это требует других решений по материалам уплотнений и покрытий. Производители, которые следят за рынком, как та же ООО Цинчжоу Цзяхэ Гидравлическ Наука Техника, уже предлагают в своих линейках модификации под разные типы рабочих жидкостей. Это удобно, не нужно искать другого поставщика.
Что я лично жду от развития технологии? Большего внедрения встроенной диагностики. Датчик температуры в корпусе, датчик вибрации — это уже не фантастика. Получать данные о состоянии насоса в реальном времени, до того как он выйдет из строя, — это следующий логичный шаг для ответственных систем. Пока это дорого, но для спецтехники или стационарных прессов уже начинает применяться.
Вместо заключения: простой чек-лист при выборе
Итак, если вам нужен насос, который проработает долго, не ограничивайтесь сравнением цен и габаритов. Задайте поставщику пять простых, но неудобных вопросов. Из какого именно сплава литой корпус и какова твёрдость шестерён? Каковы фактические торцевые и радиальные зазоры в собранном насосе? Какие уплотнения используются на валу (марка резины, тип манжеты)? Есть ли данные по шумности (в дБ) при номинальном давлении? И, наконец, какая наработка на отказ заявлена и на каких условиях проводится испытание?
Ответы на эти вопросы сразу отделят серьёзного производителя, который отвечает за свой продукт, от торговца железками. Как показывает практика, компании, которые открыто делятся такой информацией, как упомянутая выше, обычно имеют более отлаженное производство и контроль качества. Их сайт — chinahydraulicpump.ru — это именно технический ресурс, а не просто витрина.
В конце концов, гидравлический шестеренчатый насос — это сердце системы. И как к сердцу, к нему нужен внимательный и грамотный подход. Скупой, как известно, платит дважды, а в нашем случае — платит за простой, за ремонт, за замену смежных узлов. Лучше один раз вникнуть в детали.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты










Связанный поиск
Связанный поиск- Завод по производству гидромоторов с принудительным вытеснением
- Поставщики OEM XCMG гидравлический насос
- Высокое качество тандем триплекс шестеренные насосы производители
- Оптовые поставщики аксиально-поршневых гидравлических насосов
- Поставщики лучших гидромоторов 109 1104 006
- Лучший производитель тандемных шестеренных насосов
- Bosch Rexroth (Рексрот)
- Поставщики высокого качества прочный самосвал гидравлические насосы
- Высококачественные шестеренные насосы NSH 4 завод
- Производители OEM гидравлических насосов для тракторов